Vrtáky HSSE PM
Vrtáky HSSE PM jsou dostupné ve dvou základních konstrukčních délkách - 3xD a 5xD, přičemž délka pracovní části odpovídá třem, respektive pěti násobkům průměru vrtáku. Pro variantu 3xD je navíc k dispozici mimořádně široká škála průměrů odstupňovaných po 0,01 mm, a to až do průměru 6,0 mm, což umožňuje maximálně přesné přizpůsobení nástroje konkrétní aplikaci.
Jsou vyrobeny z práškově metalurgické rychlořezné oceli a opatřené vícevrstvým PVD povlakem. Tyto vrtáky představují ideální řešení pro obrábění, kde je prioritou vysoká přesnost otvoru, minimální opotřebení a dlouhá životnost nástroje. Jsou také velmi vhodné na těch strojích, které nemají středové chlazení. Ale i tam, kde nejsou z nějakého důvodu vhodné tvrdokovové vrtáky. Např. menší tuhost stroje, velmi houževnatý materiál, který nemusí být vhodný pro tvrdokovové nástroje a další. Často jsme slyšeli od zákazníků: nepoužíváme tvrdokovové vrtáky při vrtání nerezové oceli, protože nám vrtáky bez středového chlazení vydrží velmi málo. Ta nerez nám je prostě „sežere“… proto vrtáme pomalu kobaltovými, i když víme, že to není příliš efektivní. I proto jsme zařadili do našeho sortimentu vrtáky HSSE PM, abychom zákazníkovi nabídli řešení v podobě nástroje, který umí vrtat výrazně rychleji, přesněji a snižuje tak výrobní časy. Díky tomu zákazník zvyšuje svou konkurenceschopnost, i když nemá nejmodernější strojový park. Vysoká homogenita práškově metalurgické oceli zaručuje u vrtáků mimořádnou pevnost a odolnost vůči praskání i deformaci. Pro dosažení této vysoké přesnosti je samozřejmě důležité zajistit tuhé upnutí obrobku a použití kvalitního upínače.
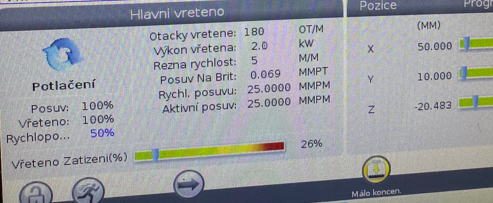
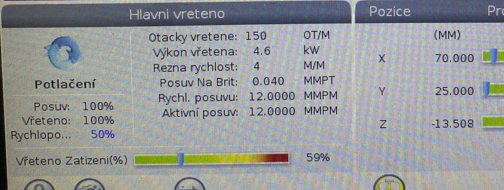
Testy jsme však prováděli na stroji HAAS VF2 i při upnutí v méně přesném typu kleštinového upínače s větším vyložením, které jsou velice časté u malých, středních ale i větších strojírenských firem. Kleštinový upínač jsme zvolili právě proto, abychom ukázali reálné výsledky i v těchto ne zcela stabilních podmínkách. Vrtáno bylo do materiálů ocel 11 523 (14x do hloubky 20 mm), ocel 15 142+QT (10x do hloubky 20 mm), nerezová ocel 1.4301 (12x do hloubky 20 mm) a titan Ti6Al4V (9x do hloubky 20 mm). Tyto vrtáky jsou vhodné pro široké spektrum materiálů, a to od houževnatých po tvrdé, navíc jsou vyráběny na zesílených stopkách, což zvyšuje jejich tuhost. Výsledkem byly vrtané otvory o průměru 8,5 v toleranci H7 až H8 dle materiálu. Velice zajímavé bylo srovnání jednotlivých časů mezi našim vrtákem HSSE PM a konkurentem kobaltovým vrtákem s vícevrstvým povlakem. Řezné podmínky jsme pro konkurenční vrták zvolili dle tabulky od výrobce pro daný artikl a průměr nástroje. Všechny požadované otvory vyvrtaly oba vrtáky s tím rozdílem, že vrták HSSE PM ušetřil značné množství strojního času (viz. tabulky a grafy níže) proti konkurenčnímu nástroji např. vrták HSSE PM vyvrtal otvory v titanu lehce přes 8 min, konkurent byl na čase 16 minut 45 sekund. Zajímavé bylo sledovat i zatížení vřetene. Např. při vrtání titanu vrtákem HSSE PM se pohybovalo zatížení mezi 25 až 32 % při vyšší řezné rychlosti a dvojnásobném posuvu než u konkurenčního vrtáku, kde bylo zatížení mezi 55 až 63 % viz. foto na konci článku. Rozdíly ve strojních časech jsou zřejmé i u dalších vrtaných materiálů. Vrták HSSE PM vrtal 12 otvorů do nerezové oceli v čase 3 minuty a 24 sekund, konkurenční vrták přitom potřeboval na stejné množství otvorů čas 8 minut a 20 sekund. U konkurenčního nástroje bylo po odvrtání všech materiálů zřejmé, že by nemohl dále pokračovat ve vrtání a bylo by nutné ho znovu nabrousit a opatřit novým povlakem. Náš vrták HSSE PM byl lehce opotřebený a stále schopný dalšího vrtání.
Vrtáky HSSE PM přinášejí zákazníkovi stabilitu výrobního procesu, přesnost, kratší strojní časy, nižší náklady na spotřebovanou elektrickou energii, vyšší efektivitu práce a samozřejmě celkově vyšší ziskovost.


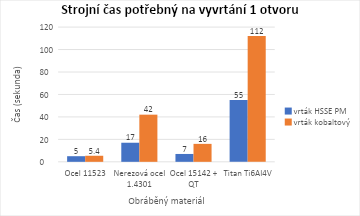
| Obráběný materiál | Strojní čas na 1 otvor (sekunda) | Vrták HSSE PM - úspora strojního času v % | |
|---|---|---|---|
| vrták HSSE PM | vrták kobaltový | ||
| Ocel 11523 | 5 | 5,4 | 8 |
| Nerezová ocel 1.4301 | 17 | 42 | 147 |
| Ocel 15142 + QT | 7 | 16 | 129 |
| Titan Ti6Al4V | 55 | 112 | 104 |